«∞—‘:
°°Œ“á¯∫∏Ω”∆Ω≈_‘⁄∞l’πþ^≥Ã÷–∆‰∞l’π»‘»ª√Ê≈R÷¯“ª–©÷∆ºs–‘µƒ“ÚÀÿ°£»Á∫∏Ω”∆Ω≈_ôC¥≤π§ÀáÀÆ∆Ωµƒ¬‰∫Û «“ª¥Û∆øÓi,÷ª”–π•∆∆¡Àþ@ÇÄ∆øÓi,Œ“á¯ËTËF∫∏Ω”∆Ω≈_ôC¥≤ÆaòI≤ƒ”–ø…ƒÐ»°µ√åçŸ|–‘µƒÕª∆∆,‘⁄∆Ω∑ĵƒ∞l’π÷–»°µ√øÏÀŸµƒ∞l’π°£
ËTËF∫∏Ω”∆Ω≈_‘⁄π§òI ©π§÷– «∫Ð÷ÿ“™µƒðo÷˙‘Olj
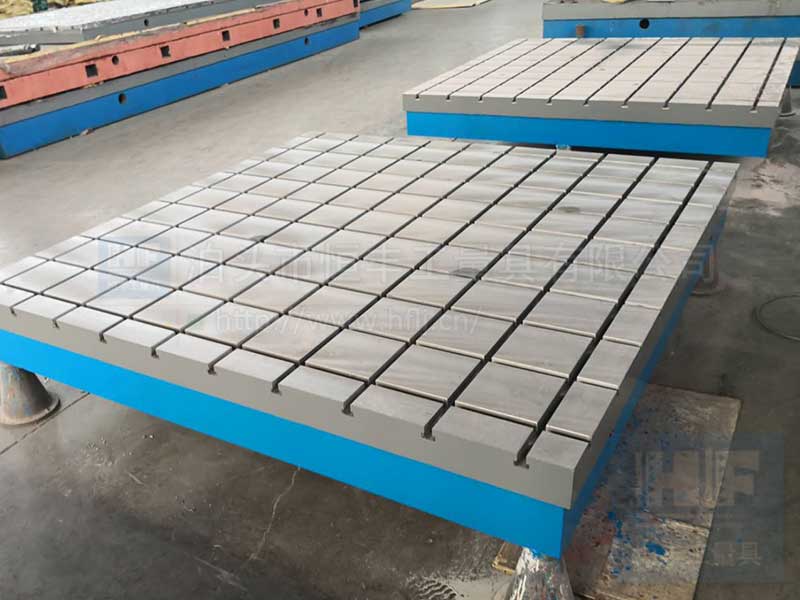
ËTËF∫∏Ω”∆Ω≈_‘⁄∫Ð∂ýπ§Àá÷–∞lì]÷¯÷ÿ“™,∆µΩ¡À∫Ð÷ÿ“™µƒπ¶ƒÐ, «≤ªø…»±…Ÿµƒπ§æþ°£∆‰åç„T∫∏∆Ω≈_º”èäΩÓ «∫Ð÷ÿ“™µƒ“ªÇÄ≤ø∑÷,≤…”√∫œþmµƒ∑Ω Ω‘ˆº”ÑÇ–‘∫Õèä∂»,ø…“‘¥Û√Ê∑eµƒ‘ˆº”√Ê∑e∫Õèä∂»°£À¸ «“ªÇÄ∫ÐÎyþM––º”â∫µƒ‘Olj,É»≤ø–Œ≥…“ªÇÄ∏þ–‘ƒÐµƒ¡˜µ¿,∆µΩ¡ÀÃÓ≥‰µƒπ¶ƒÐ.À¸å¶”⁄÷߸c≤ø∑÷Æa…˙¡Àð^¥Ûµƒ◊˜”√,µ´ « ÐµΩ¡À“ª∂®µƒâ∫¡¶”∞Ìë.À¸µƒ≈§¡¶≤ø∑÷∫лð“◊∆∆⃒˚Ûwµƒæ´∂».º”ΩÓ≤ø∑÷‘⁄‘O”㵃ïr∫Ú,µ◊≤øª˘±æ…œõ]”–Ω””|√Ê∑e,ø…“‘—ÿ÷¯—”’π∑ΩœÚåç¨F¥Ûµƒë™¡¶∫Õ¥Ûµƒ∆´“∆.À¸ð^∫ÜÜŒµƒ–ŒÝÓæÕ «é◊Çĺ”ΩÓæÄþM––ΩM∫œ,ø…“‘ùM◊„…˙Æaµƒ–Ë«Û,µ´ «ë™‘ìøºë]≥þ¥Á…œµƒ–Ë«Û.±»ð^¥Ûµƒ–ŒÝÓæÕ «“ªÇÄÈL∑Ω–Œ,ø…“‘ùM◊„ΩYòã∫Õ≥þ¥Á…œµƒ“™«Û.À¸ø…“‘∫лð“◊∏ƒ◊É…˙Æaµƒ¡¶¡ø,å¢∏˜ÇÄ≤ø∑÷µƒ¡À¡¶¡øºØ÷–∆ÅÌ,◊å’˚ÇÄΩYòã∏¸º”µƒ¡˜ï≥,»Áπ˚∫Ò∂»∫Ð∫Ò,ï˛»ð“◊Æa…˙∫Ð∂ýµƒÜñÓ},“ª∂®“™◊¢“‚±Ð√‚ÜñÓ}°£
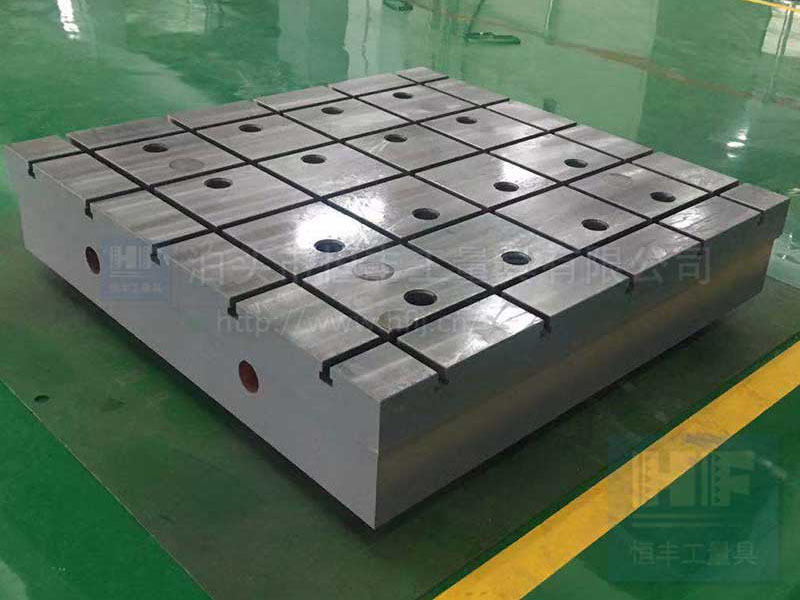
„T∫∏∆Ω≈_∂ýûÈœ‰–ÕΩYòã,≈_√Ê”–T–Õ≤€∫ÕàAø◊,ø…∏˘ì˛”√ëÙ π”√–Ë«Û,◊ˆôMœÚÿQœÚÉ…∑ΩœÚÈ_≤€°£„T∫∏∆Ω≈_‘⁄æ´º”π§ïr,”…”⁄ËTº˛“—ΩõÕ®þ^ïr–ßÃé¿Ì,À˘“‘æ´º”π§ø…÷±Ω”∞¥”√ëÙ–Ë«Ûµƒæ´∂»þM––º”π§°£
∫∏Ω”∆Ω≈_Õ‚”^B◊o
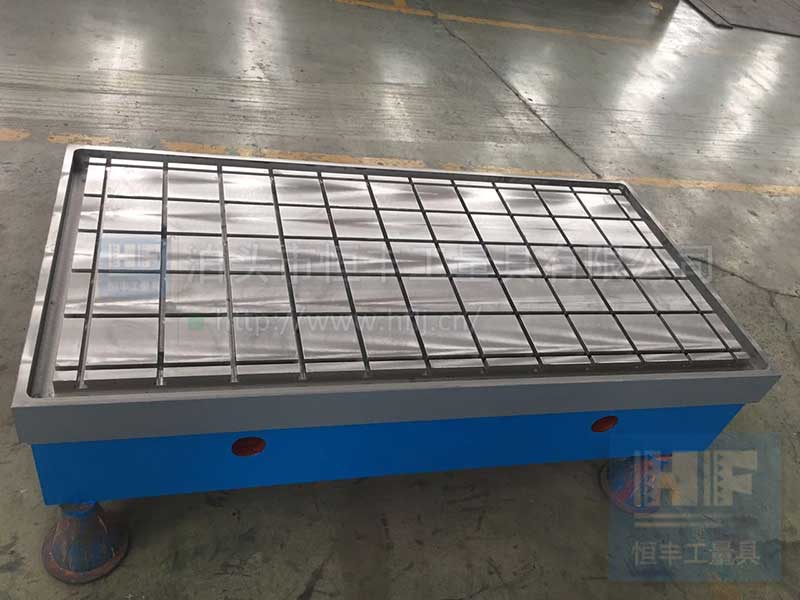
„T∫∏∆Ω≈_Õ‚”^ûÈÀ{…´,æG…´ªÚôC¥≤ª“ÓÅ…´,≈_√Ê◊ˆ∑¿‰PÃé¿Ì°£∆Ω≈_ÈL∂»∑ΩœÚ∏˜”–É…Çĵı—bø◊,≤…”√»´∑‚È]ƒæœ‰∞¸—b°£±£◊C¡À„T∫∏∆Ω≈_‘⁄ π”√þ^≥Ã÷–º∞þ\ðîþ^≥Ã÷–µƒ∞≤»´,∑¿≥±,∑¿∏ØŒg–‘°£„T∫∏∆Ω≈_‘⁄ π”√«∞ûÈ¡À±£◊C∑˚∫œ„T∫∏π§ÀẺ–g“™«Û,ë™”–å£òIµƒ∆Ω≈_∞≤—b’{‘á»ÀÜTΩY∫œÀÆ∆ΩÉx∆˜þM––ÀÆ∆Ω’{’˚°£
π”√þ^≥Ã÷–“≤“™º∞ïrå¶≈_√ÊþM––«Â¿Ì∫ÕÀÆ∆Ω–£’˝°£„T∫∏∆Ω≈_π§◊˜≈_√Êæþ”–øπƒ•,”≤∂»∏þ,æ´∂»∏þµƒÃÿ¸c, «„T∫∏π§º˛∆Ω√Ê∂»”–¡Àð^∫√µƒøÿ÷∆,Ωõþ^»Àπ§πŒ—–µƒ≈_√Ê,‘ˆèä¡Àπ§º˛≈c∆Ω≈_µƒøπƒ•–‘, π„T∫∏∆Ω≈_π§◊˜√Êâ€√¸¥Û¥Û‘ˆº”°£«“‘ˆº”¡À≈_√Ê◊‘…Ìæ´∂», π∆Ω≈_…œ¥˝º”π§º˛æþ”–“ªÇÄ¡º∫√µƒπ§◊˜ª˘ú √Ê°£
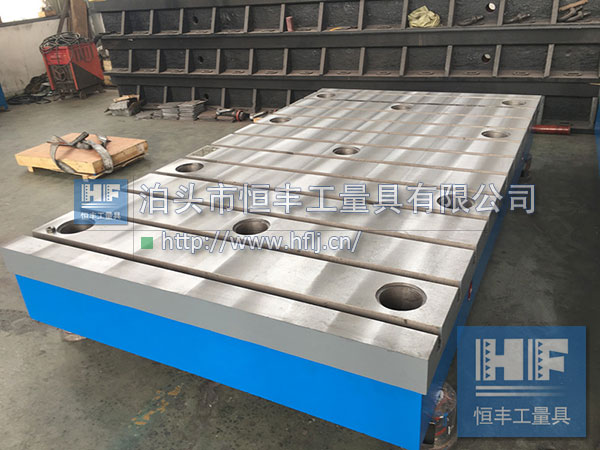
∫∏Ω”∆Ω≈_‘⁄ôC–µº”𧵃ïr∫Ú¥÷æ´º”π§ë™‘ì∑÷È_,þ@ «“ÚûÈ¥÷º”π§ïr,«–œ˜¡ø¥Û,π§º˛À˘ Ы–œ˜¡¶,äAæo¡¶¥Û,∞lü·¡ø∂ý,“‘º∞º”π§±Ì√Ê”–ð^Ô@÷¯µƒº”π§”≤ªØ¨FœÛ,„T∫∏∆Ω≈_π§º˛É»≤ø¥Ê‘⁄÷¯ð^¥ÛµƒÉ»ë™¡¶,»Áπ˚¥÷,¥÷º”π§þB¿mþM––,Ñtæ´º”𧵃¡„º˛æ´∂»ï˛“ÚûÈ뙡¶µƒ÷ÿ–¬∑÷≤º∂¯∫ÐøÏÜ ß°£
„T∫∏∆Ω≈_π§◊˜±Ì√Ê“ª∞„éß”–U–Õø◊ÈLø◊,U–Õø◊ÈLø◊÷˜“™ûÈ¡À‘⁄æþÛw„T∫∏π§◊˜ïrÀ˘Æa…˙µƒ∫∏‘¸µ»ƒÐâÚº∞ïrÕ®þ^¥Àø◊≈≈≥ˆ„T∫∏∆Ω≈_µƒ±Ì√Ê,èƒ∂¯≤ª”∞Ìë„T∫∏∆Ω≈_ËTËF∫∏Ω”∆Ω≈_∆Ω≈_π§◊˜±Ì√ʵƒ«Âùç∂»º∞π§◊˜µƒ∑Ω±„–‘°£
ËTËF∫∏Ω”∆Ω≈_èV∑∫ë™”√‘⁄Ω®÷˛––òI,”°À¢––òI,“∫â∫‘Olj,Ω®÷˛––òI,ËF¬∑ôCÐá,Éx∆˜…˙Æa,Îä◊”––òI, ؔժØπ§,∆˚Ðá,Ã’¥…––òI,ËF¬∑ôCÐáµ»∏˜ÇÄÓI”Ú°£°°
∫∏Ω”∆Ω≈_µƒ∞l’π
µ√“Ê”⁄Œ“á¯ËTËF∫∏Ω”∆Ω≈_ø∆ººÀÆ∆ΩµƒÃ·∏þ≈cËTËF∫∏Ω”∆Ω≈_»À≤≈µƒ∞læÚ≈c≈ýB,Ω¸é◊ƒÍÅÌ,Œ“᯵ƒËTËF∫∏Ω”∆Ω≈_ôC–µÆaòI»°µ√¡ÀæÞ¥ÛµƒÕª∆∆°£Îm»ª»•ƒÍŒ“á¯ËTËF∫∏Ω”∆Ω≈_ÆaòI –àˆ“ª÷±≤ªæ∞ö‚,∞l’πÀŸ∂»ð^æè,µ´ «ËTËF∫∏Ω”∆Ω≈_ôC–µÆa∆∑µƒÆa¡øÖs‘⁄“ª÷±‘ˆº”°£
Ω¸ƒÍÅÌŒ“᯵ƒËTËF∫∏Ω”∆Ω≈_––òI»°µ√¡À“ª∂®µƒ≥…øÉ,µ´ «Œ“ÇÉ“≤ë™Æîø¥µΩŒ“á¯∞l’π÷–”ˆµΩµƒ∆øÓiÜñÓ}°£ºº–gÑì–¬“ª÷± «á¯É»õ_¥≤––òIµƒ”≤Ç˚°£≈cá¯Õ‚µƒËTËF∫∏Ω”∆Ω≈_––òIœý±»,Œ“᯵ƒËTËF∫∏Ω”∆Ω≈_––òI‘⁄÷∆‘Ïπ§ÀáÀÆ∆Ω…œ√˜Ô@¬‰∫Û,‘⁄ºº–gÀÆ∆Ω∫Õþ\––ÀŸ∂»µ»∑Ω√ʥʑ⁄÷¯á¿÷ÿµƒ≤ª◊„°£»ÙœÎΩ‚õQþ@“ªÜñÓ}±ÿÌö≤…»°èä”–¡¶µƒå¶ë™¥Î ©°£
±æŒƒœýÍP‘~ólΩ‚·å
∆Ω≈_
°°°°‘~ƒø£∫∆Ω≈_°°°°∆¥“Ù£∫[p®™ng,t®¢i]°°°°”¢Œƒ£∫terrace°°°°‘~–‘£∫√˚‘~°£
„T∫∏
„T∫∏ «Îä∫∏µƒ“ª∑N∫∏Ω”∑Ω Ω°£Õ®≥£µƒ∫∏∑® «å¢±ª∫∏Ω”µƒŒÔÛw”√∫∏ólùBÕ∏°£“ª∞„”√”⁄∫∏Ω”±»ð^∫ÒµƒΩ埰£„T∫∏∑÷ûÈ¿‰„T∫Õü·„T£¨¿‰„Tº¥”√„T·îþBΩ”£¨ü·„TæÕ «∫∏Ω”£¨º¥Õ®þ^∏þúÿå¢É…∑NΩ埵ƒþBΩ”≤øŒª»€ªØ‘⁄“ª∆£¨Æ∫∏Ω”≤ƒ¡œø…“‘ «Ω埪Ú∑«Ω埰£„T∫∏Ω”π§ÀáÃÿÑe «π˚Þr”⁄þBΩ”≤ªÕ¨≤ƒ¡œ÷∆≥…µƒ¡„º˛£®¿˝»ÁÀСœ≈cΩ埣©°£“ªÇÄ¡„º˛…œ”–„T÷˘£¨…ϻΡ̓ªÇÄ¡„º˛µƒø◊÷–°£»ª ∫ÛÕ®þ^ÀСœµƒ¿‰¡˜ªÚ»€ªØ£¨„T÷˘◊É–Œ£¨–Œ≥…„T·îÓ^£¨å¢É…ÇÄ¡„º˛ôC–µ–‘Êiæo‘⁄“ª∆°£‘ìπ§ÀáøÏÀŸΩõù˙£¨æþ”–üo–Ëœ˚∫ƒ„T·î∫Õ¬ð·îµƒ Éû¸c°£Õ®þ^∏ƒ◊É∫∏Ó^µƒ‘O”㣨ø…“‘´@µ√∂ý∑N≤ªÕ¨µƒ„T·îÓ^‘O”ã°£“ª∞„”√Õ浃„T∫∏Õ∆À]≤…”√÷±èΩ1.6÷¡4mm £®1/16£≠5/32”¢¥Á£©µƒ„T÷˘°£«Ú√Ê„T∫∏Õ∆À] ≤…”√÷±èΩ–°”⁄1.6mm£®1/16”¢¥Á£©µƒ–°–Õ„T ÷˘°£˝R∆Ω√Ê„T∫∏”√”⁄–Ë“™∆Ω÷±±Ì√ʵƒë™”√àˆ ∫œ°£ø’–ƒ„T∫∏ø…“‘◊Ó¥ÛœÞ∂»úp…Ÿ∞º∫€≈cøsø◊£¨ ≤…”√÷±èΩ¥Û”⁄4mm£®5/32”¢¥Á£©µƒ„T÷˘°£
∫∏Ω”
”¢Œƒ£∫(1)soldera mixture metals that is heated and melted and then used to join metals,wires,etc.together.(2)welda joint made by welding∫∏Ω”∫∏Ω”þ^≥Ã÷–£¨π§º˛∫Õ∫∏¡œ»€ªØ–Œ≥…»€»⁄Ö^”Ú£¨»€≥ÿ¿‰Ösƒ˝πÃ∫Û±„–Œ≥…≤ƒ¡œ÷ÆÈgµƒþBΩ”°£þ@“ªþ^≥Ã÷–£¨Õ®≥£þÄ–Ë“™ ©º”â∫¡¶°£∫∏Ω”µƒƒÐ¡øÅÌ‘¥”–∫Ð∂ý∑N£¨∞¸¿®ö‚Ûw—Ê°¢Î䪰°¢º§π‚°¢Îä◊” ¯°¢ƒ¶≤¡∫Õ≥¨¬ï≤®µ»°£19 ¿ºoƒ©÷Æ«∞£¨Œ®“ªµƒ∫∏Ω”π§Àá «ËFΩ≥—ÿ”√¡Àîµ∞ŸƒÍµƒΩåŸÂë∫∏°£◊Ó‘Áµƒ¨F¥˙∫∏Ω”ºº–g≥ˆ¨F‘⁄19 ¿ºoƒ©£¨œ» «ª°∫∏∫Õ—ı»ºö‚∫∏£¨…‘∫Û≥ˆ¨F¡ÀÎä◊Ë∫∏°£20 ¿ºo‘Á∆⁄£¨ÎS÷¯µ⁄“ª¥Œ∫Õµ⁄∂˛¥Œ ¿ΩÁ¥ÛëÈ_루å¶Ðä”√∆˜≤ƒ¡ÆÉrø…øøµƒþBΩ”∑Ω∑®–Ë«ÛòO¥Û£¨π ¥ŸþM¡À∫∏Ω”ºº–gµƒ∞l’π°£ÎS÷¯∫∏Ω”ôC∆˜»À‘⁄π§òIë™”√÷–µƒèV∑∫ë™”√£¨—–æø»ÀÜT»‘‘⁄…ӻΗ–æø∫∏Ω”µƒ±æŸ|£¨¿^¿mÈ_∞l–¬µƒ∫∏Ω”∑Ω∑®£¨“‘þM“ª≤Ω÷∏þ∫∏Ω”Ÿ|¡ø°£