ËTËF∆Ω≈_µƒ÷˜“™π§Àá∫Õ¡˜≥Ã∫ÜΩÈ
°°°°
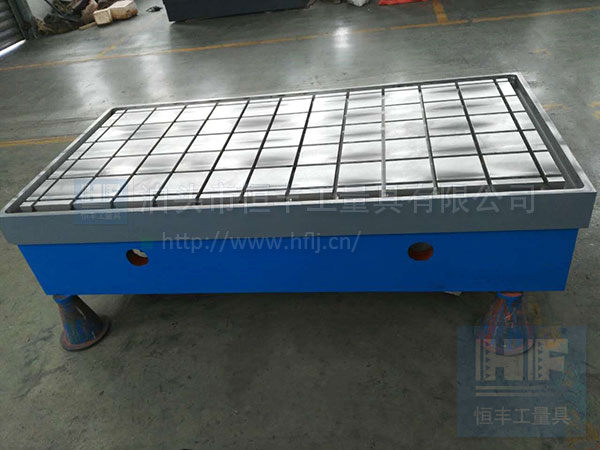
ËTËF∆Ω≈_µƒ‘O”ã£∫”…Œ“∑Ωå£òI‘O”ã»ÀÜT∏˘ì˛ŸF∑Ω’–òÀŒƒº˛∞¥GB/T7974-1999‘O”ãàDºà£¨”…Îp∑Ωåè∂®∫Û◊˜ûÈ∫œÕ¨‘Oljµƒ’˝ Ωº”π§àD°£
…˙Æa£∫ËT‘Ïπ§Àá£∫‘Ï–Õ≤…”√ÆîµÿÉûŸ|ò‰÷¨…∞…∞£¨∏…–Õ嶜‰£¨π§◊˜√Ê≥Øœ¬£¨“‘úp…Ÿ∆˚ø◊‘¸—€°£∫œœ‰∫œ∏Ò£¨∑µÀÆø⁄ù≤ËT÷ÐþÖ∑≈√∞ø⁄îµ÷ª°£
≈‰¡œ£∫á¿∏Ò∞¥ª“ËTËFòÀú £∫ISO185-1988àÖ–°£≤…”√∫™ýê22#ÉûŸ|…˙ËF∫ÕµÕú‰ìœ¬Ω«¡œº∞∏˜∑NŒ¢¡ø‘™Àÿ£¨ø…ùM◊„øÕëÙå¶À˘–ËÆa∆∑≤ƒŸ|µƒ≤ªÕ¨“™«Û°£
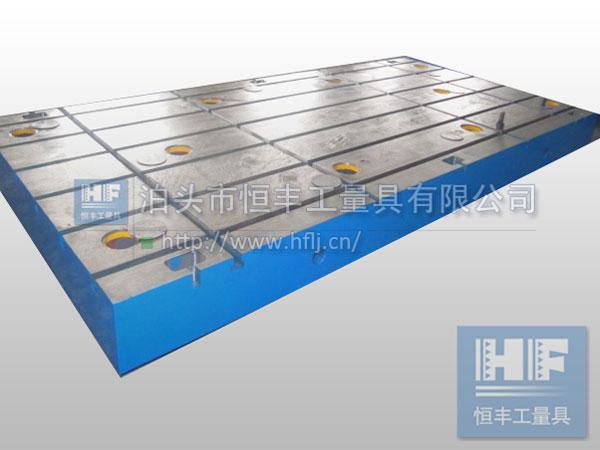
°°°°ËFÀÆ≥ˆÝtúÿ∂»1480°Ê“‘…œ£®”√ü·Îä≈ºúyúÿÉxúyµ√£©»°…Ÿ¡øËF“∫ËT»˝Ω«‘á∆¨£¨å¶≤Ï‘á∆¨∫œ∏Ò∫Û£¨ù≤ËTúÿ∂»1200°Ê“‘…œ£¨ù≤ËT∫Û24–°ïr“‘…œ¥Úœ‰°¢«Â…∞°£
ïr–ßÃé¿Ì£∫“ª∞„≤…”√»Àπ§ïr–ߪÿªþ_µΩœ˜≥˝É»ë™¡¶µƒ◊˜”√°£ªÿªúÿ∂»530°Ê£¨∫„úÿ2-3–°ïr£¨48–°ïr“‘…œ£¨ÝtúÿΩµ÷¡200°Ê“‘œ¬£¨≥ˆÝt◊‘»ª¿‰Ös£¨ÞD»Îœ¬µ¿π§–Ú°£ôCº”, ◊ÓΩKôz≤È∫œ∏Ò∫Û≥ˆèS°£
º”π§π§Àᡘ≥ú∞‘Olj£∫
ËT‘Ï£∫≤…”√ò‰÷¨…∞œ˚ ߃££¨õ_ÃÏÝt»€üí£ªΩY∫œåçÎH«Èõr»°º”π§¡ø£ª÷∆‘ÏËT‘Ïπ§Àá ’øs¬ 0.8%£¨∑¥◊É–Œ¡øûÈ3mm/m£ª
À˘–Ë‘Olj£∫4mX8m∫Ê∏…∏G°¢10T/n°¢15T/n°¢»€üí”√õ_ÃÏÝt10T°¢5T°¢8T°£ËFÀÆ∞¸QI-2GAJF°¢Ãº¡Ú¬ì∫œúy∂®Éx°¢100T»fƒÐ¿≠¡¶åçÚûôC°£µ⁄“ª¥Œ»•≥˝É»ë™¡¶°¢ïr–ßúÿ∂»550∂»°¢À˘–Ë‘Olj4mX8mÕÀª∏G°£
¥÷º”π§£∫ÑùæÄ°¢¥÷º”π§¡Ù”ý¡ø5mm°£µ⁄∂˛¥Œ»•≥˝É»ë™¡¶≈cµ⁄“ª¥ŒœýÕ¨°£
æ´º”π§£∫º”π§…œœ¬√Ê£¨¡Ù”ý¡ø0.2-0.3mm°£≤¢º”π§÷ÐþÖÀƒ√Êþ_µΩ“™«Û°£◊Ó∫Ûæ´º”π§π§◊˜√Ê£¨µπΩ«°£